
Devulcanising crumb rubber from scrapped tyres to mould new engineered products presents a solution to the huge and ever growing ecological issue of waste tyres and a way to a real circular economy for thermoset rubbers.
One of the biggest issues facing the transportation ecosystem is scrap tyre disposal. When no longer suitable for use on fleet because of wear or irreparable damage, used tyres can become a huge ecological problem. About half a billion tyres are scrapped each year in North America from passenger cars only; add to that trucks, buses, off-the-road (OTR) vehicles, heavy machinery, etc.
Traditionally, old tyres went to landfills (at times, offshore) or were burnt. Burning old rubber tyres releases dangerous toxins and pollutes the atmosphere. And since old tyres are not biodegradable (needing centuries to self-decompose), they take up more and more space in landfills over time, while becoming breeding grounds for rats and mosquitoes.
 Before various states in the US and provinces in Canada began to pass scrap tyre laws in the 1980s, there were about 3 billion tyres stockpiled in landfills across North America. Over 80% of those stockpiled tyres have since been treated successfully. Old tyres have gone from an environmental nuisance to a processing industry over the last 25 years. According to the American Environmental Protection Agency, about 85% (some 340 million) scrap tyres now get recycled each year, but the demands to care for discarded tyres continue to rise.
Before various states in the US and provinces in Canada began to pass scrap tyre laws in the 1980s, there were about 3 billion tyres stockpiled in landfills across North America. Over 80% of those stockpiled tyres have since been treated successfully. Old tyres have gone from an environmental nuisance to a processing industry over the last 25 years. According to the American Environmental Protection Agency, about 85% (some 340 million) scrap tyres now get recycled each year, but the demands to care for discarded tyres continue to rise.
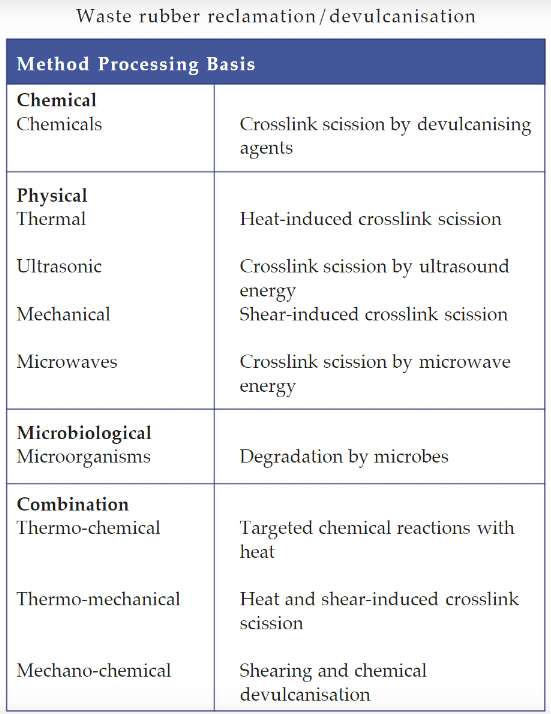
Rubber recovering methods from waste tyres
Several processes to recover rubber from waste tyres were emerged throughout the years. They are divided into three groups: physical, chemical, and microbiological, and can be used individually or combined to achieve efficient rubber recovery from waste rubber. While some processes can be operated at or near ambient temperature, others require high temperatures.
Compounding devulcanised rubber
An experimental programme was started at Windsor Industrial Development Laboratory (WIDL) to evaluate the technical specifications of devulcanised rubber from whole truck tyres ground to mesh 10 at a tyre processor in the US, using thermo-chemical devulcanisation in super critical carbon dioxide (scCO2) in an autoclave to speed up the process by providing the heat needed to activate the organic DPDS devulcanising agent used. Several equipment and the internal rheological laboratory were dedicated to the testing programme sponsored by Innovation Guelph in Ontario (cf: https://innovationguelph.ca/).
Rheology of the devulcanised rubber was established to calculate the required curing agent and accelerator using mixture composition details of the devulcanised rubber. Moulded slabs and buttons of the newly mixed rubber defined mechanical properties. Samples were tested under tension and compression, and for density, hardness, abrasion, upon moulding and after ageing for 72 hours under 150°C.